Ковка металла
Перезвоним, чтобы обсудить детали



Акции
Все акции





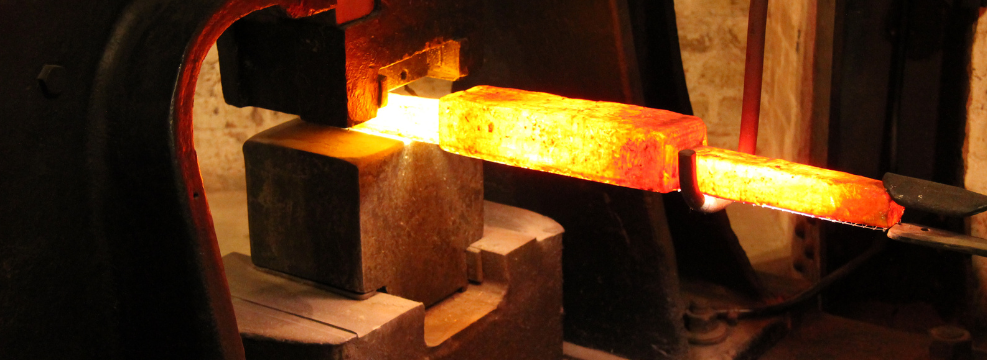
Процесс ковки заключается в нагреве металла до определенной температуры постепенно, не достигая температуры плавления. В определенный момент нагрева металл становится более мягким и пластичным. Для каждого из металлов такая температура разная.
Температурные рамки ковки для углеродистых сталей, в составе которых углерода:
- 0,1-0,3% - от 1200 до 800 градусов;
- 0,3-0,5% - от 1150 до 800 градусов;
- 0,5-0,9% - от 1100 до 800 градусов;
- 0,9-1,45% - от 1050 до 800 градусов.
Для легированных сталей значения таковы:
- 1100-825°C - для низколегированных сталей;
- высоколегированных - 1150-875°C.
После требуемой обработки металла (доведения до требуемой структуры, достижения определенных свойств, придание нужной формы) изделие подвергается закалке. Такой процесс заключается в быстром охлаждении заготовки в разнообразных жидкостях. Иногда сам процесс закалки заключается в нагреве и охлаждении до требуемой температуры металлического изделия.
Холодная ковка
Процесс состоит в прессовке и изгибании металлической заготовки в холодном состоянии. Такой процесс, иногда по некоторым характеристикам не хуже изделий, подвергшихся горячей ковке. Все зависит от того, какие характеристики требуется получить в результате.
Механическая обработка
По способу можно разделить ковку на:
- свободную - при таком методе заготовка на наковальне располагается без участия дополнительных креплений для ее закрепления. В него входит традиционная ручная ковка;
- машинную - данный способ рассчитан на промышленное применение. Сам процесс заключается в применении механических молотов, масса которых может быть до 5 тонн. Такой вариант ковки подходит для изделий, вес которых может превышать десятки тонн;
- штамповку - вариант позволяет применять штампы матрицы, в которые помещается исходный материал и при помощи удара молотом, изделия получает требуемую форму и размер. Такой способ позволил процесс получения изделий сделать массовым.
Инструменты и оборудование для ковки металла
Современная кузня состоит из горна, наковальни и мехов, а также дополнительных приспособлений в виде молотов и клещей.
Кузнечный горн - это печь или очаг для нагрева заготовок. Процесс увеличения температуры в горне заключается в подаче при помощи мехов воздуха. Горн может быть электрический или работать при помощи топлива. Сопла, расположенные в разных точках, подают воздух для контроля температурного процесса. Наковальня представляет из себя массивный ровный стол, на котором происходит процесс ковки.
Механические процессы
Существует несколько процессов, в результате которых устраняются все дефекты заготовки и ей придается требуемая форма:
- создание утолщений в определенных местах заготовки называется высадкой;
- протяжка - это увеличение длины за счет уменьшения высоты и ширины;
- уменьшение высоты путем расплющивания заготовки - это разгонка;
- процесс получения заготовки цилиндрической формы называется раскаткой;
- в результате осадки высота изделия уменьшается путем увеличения поперечного сечения;
- получение сквозных отверстий пробиванием, называют прошивкой.

Особенности и правила ковки
Для получения качественных изделий в результате ковки следует придерживаться правил:
- соблюдения температуры (не превышая ее или не достигая выполнять процесс ковки);
- процесс нагрева должен происходить в несколько этапов. Первый этап - это нагревание до 300 градусов. Следующие этапы - в соответствии с технологичной картой, для каждого конкретного типа стали;
- нагрев стальной заготовки должен происходить равномерно по всей площади.
Приступать к нагреву заготовки лучше всего сразу после ее отливки (при достижении темно-красного оттенка металла). Желательно прогреть отлитое изделие перед нагревом в горне от краев к центру, чтобы не столкнуться с трещинами и напряжением в структуре. При этом температура нагрева не должна превышать 300°C. Контролировать этот процесс можно при помощи машинного масла, которое при этой температуре начинает гореть. Это свидетельствует о том, что заготовку можно помещать в очаг.
Не стоит перегревать заготовку, так как можно получить:
- перегрев стали - в результате которого может измениться кристаллическая структура и разрушить изделие на фрагменты при последующей ковке;
- при пережоге изменяются свойства стали химического характера, в результате выжигается большее количество, чем допускается, углерода.
При нагреве в горне температуру металла определяют по его цветовому оттенку. Чем темнее поверхность, тем ниже температура металла. Яркий белый говорит о нагреве в 1200-1300°C.
После произведенного нагрева заготовку обжимают при помощи молота, что позволяет избежать трещин и пустот внутри металла.
Применение ковки металла
Такой вид обработки металла используется давно. Появление технологии штамповки, использование тяжелых механических молотов и современных материалов позволяет использовать метод ковки в промышленных масштабах всех отраслей. Однако художественная ковка все также популярна и позволяет по-прежнему производить не только практичные металлические ограды и двери, но делать их более эстетичными, а также создавать различные элементы декора.
Заказать ковку металла в Магнитогорске можно на сайте «Велунд Сталь». Вы можете оставить заявку на нашем сайте или по телефону.